
Kinas leverandør av Indigo Slasher-fargeserie
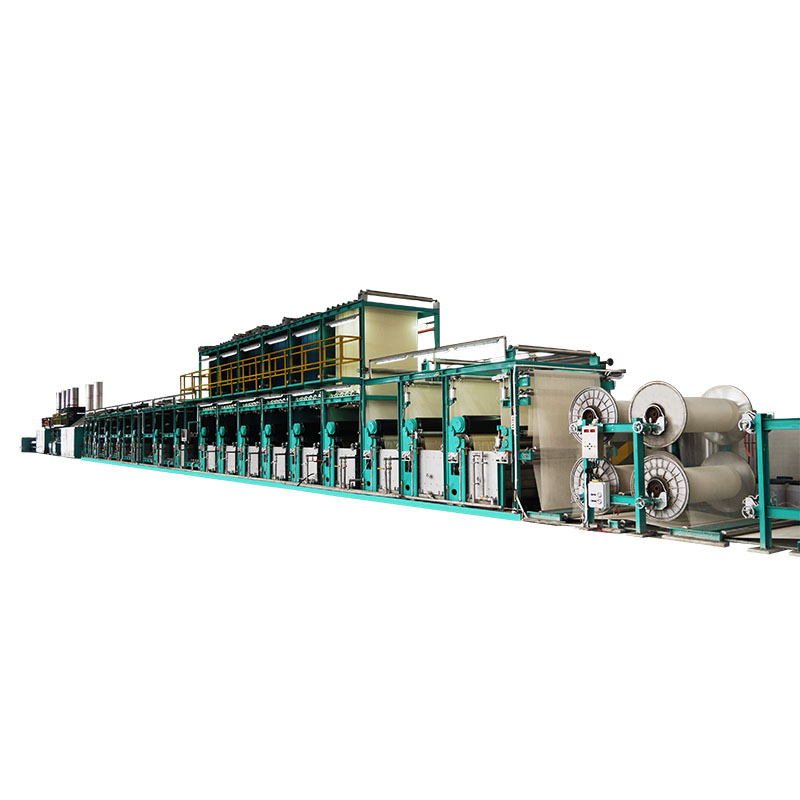
Spesifikasjoner
| 1 | Maskinhastighet (farging) | 6 ~ 36 M/min |
| 2 | Maskinhastighet (dimensjonering) | 1 ~ 50 M/min |
| 3 | Luftelengde | 32 M (typisk) |
| 4 | Akkumulatorkapasitet | 100 ~ 140 millioner |


Bjelkespiraler
Funksjoner
| 1 | Farging + Størrelse |
| 2 | Effektiv produksjon |
| 3 | Minimal garnbrudd |
| 4 | Flere produksjonsmoduser |
| 5 | Høyt automatisert produksjon |

Bjelkebrems

Delvis visning av elektrisk kabinett
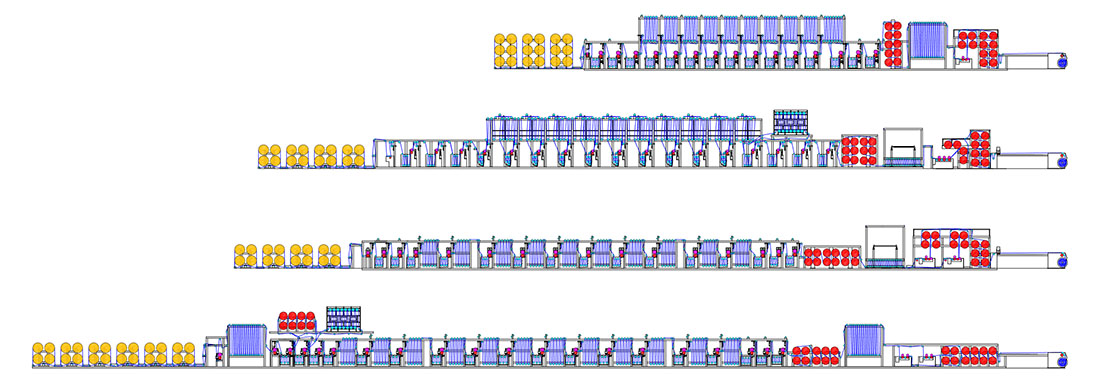
Prinsipper for slasher indigo-farging
1. Garn klargjøres først (med en ballvridningsmaskin for taufarging, med en direktevridningsmaskin for slasherfarging) og det startes fra bjelkespiralene.
2. Forbehandlingsbokser forbereder (ved å rense og fukte) garnet for farging.
3. Fargebokser farger garnet med indigo (eller andre typer fargestoff, som svovel).
4. Indigo reduseres (i motsetning til oksidasjon) og oppløses i fargestoffbadet i form av leuko-indigo i et alkalisk miljø, med hydrosulfitt som reduksjonsmiddel.
5. Leuco-indigo binder seg til garn i fargebadet, og når det deretter bringes i kontakt med oksygen på lufterammen, reagerer leuco-indigo med oksygen (oksidasjon) og blir blått.
6. Gjentatte dyppings- og luftingsprosesser lar indigo gradvis utvikle seg til en mørkere nyanse.
7. Ettervaskekasser fjerner overflødige kjemikalier på garnet. Ytterligere kjemiske midler kan også brukes på dette stadiet til forskjellige formål.
8. Størrelsesprosessen gjøres rett etter farging på samme maskin, de endelige bjelkene er klare for veving.
9. Produktivitetsmessig har et slasher-fargeområde vanligvis omtrent HALVPARTEN så stor produksjonskapasitet som et 24/28-taufargeområde.
10. Produksjonskapasitet: Ca. 30 000 meter garn med et slasher-fargingsområde.

Topplokk

Størrelsesboks

Delt sone

Toppvisning av slasher-fargemaskin


Automatisk spenningskontroll

Endress+Hauser strømningsmåler

Toppark og bunnark





